
小さな結晶の中に人と
テクノロジーの
集大成を見出す
最新鋭の蒸発缶の新設をはじめとして、常に積極的に先進の設備を取り入れ、
品質とコストパフォーマンスを高めるために技術開発にたゆまぬ努力を重ねています。
また、人材育成に努め、社員の熱意をそのままに、良質の製品づくりにフィードバックしています。
人間の情熱と先進の技術の融合にこそ、企業の躍進がある。
わたしたちは、塩という小さな結晶の中に人とテクノロジーの集大成をしっかりと見出しています。

安全・安心・国産塩マーク 海の子ソルティ は一般社団法人日本塩工業会が定める「食用塩の安全衛生基準」を満たす品質保証の印です。
弊社製品には食用塩安全衛生基準適合マークがプリントされています。
製塩工程
世界には岩塩が採れる国や地域がありますが、そのような地下資源のない日本では塩は海水から作るしかありません。
日本では塩分の薄い海水をどのようにすれば濃い海水にすることができ、薪や石炭などの燃料を節約できるかを考え続けてきました。
海水に溶け込んでいる塩分は3%程度で、97%は水です。日本の塩づくりでは、まず3%の海水をあまり燃料費をかけずにある程度濃くして、
その後、釜で煮る方法が平安時代から続けられています。
当社の創業者野﨑武左衛門が文政12年(1829年)に入浜式塩田を築造して以来、昭和19年から流下式塩田に、さらに昭和44年から膜濃縮製塩法に転換し、
生産性の向上に努めてまいりました。当社の現在の製塩プラントは、イオン膜透析槽により瀬戸内海のきれいな海水を濃縮し、
その後、真空式蒸発缶で煮詰めて塩の結晶を取り出す二段階式で塩を製造しています。
当社の塩の製造工程を簡単にご紹介します。
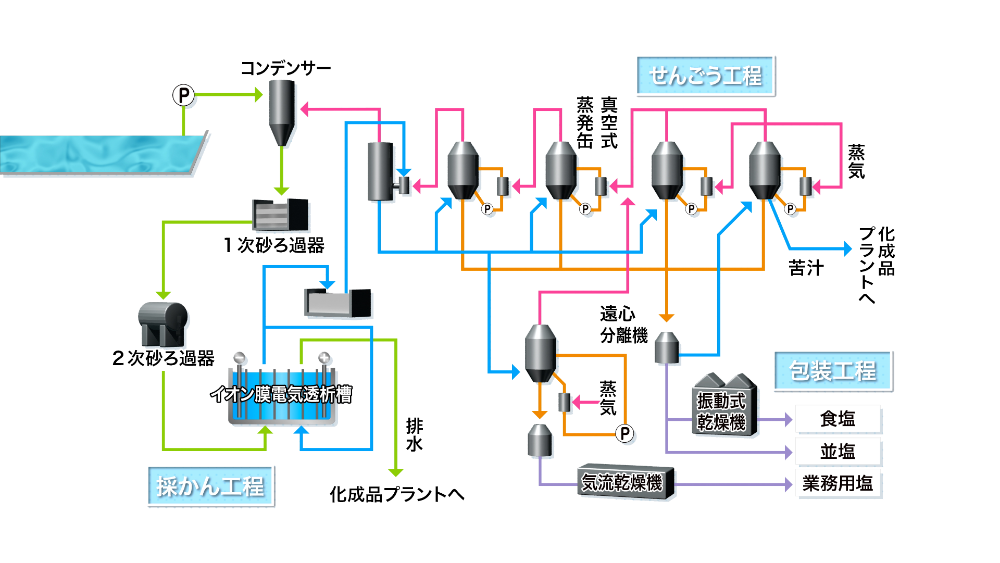
採かん工程
まず瀬戸内海の清く澄んだ海水を汲み上げ、2段階の濾過装置によって海水に含まれるごみや濁質を徹底的に取り除きます。
その清澄度は水道水基準の濁度2ppmに対して10分の1の0.2ppm以下にコントロールされます。
次に、イオン膜透析槽で海水の塩分をすくい集めて濃い海水を作ります。
現在の膜濃縮製塩法は電気の力を借りて、塩分濃度の濃い海水と薄い海水に漉し分ける方法です。この膜濃縮法は我が国で開発された、雨の多い日本の気候でも天候に左右されない画期的な方法といえます。
陽イオン膜と陰イオン膜を交互に並べた間に海水を流し、両端に電極を置いて直流電流を通すと液中でイオンとなっている物質はイオンの性質によって陽イオンは陰極に、陰イオンは陽極に移動します。この時に、陽イオンは陽イオン膜を通り抜けることができますが、陰イオンは陽イオン膜を通り抜けられません。
このような原理によって、膜と膜に挟まれた空間に交互に濃縮室と希釈室ができ、濃縮室には海水の5~6倍の塩分濃度の海水ができます。またこの膜濃縮法は無電荷高分子を通さない大変重要な働きをするため、より安全で安心な製品を作ることができるようになりました。
このようにして集めた濃縮海水を「かん水」と呼び、「かん水」を作る工程を採かん工程と呼称します。


せんごう工程
「かん水」を加熱蒸発して塩を結晶化させることを「煎ごう」(せんごう)といいます。ただし、一般消費者になじみがない用語なので、食用塩公正競争規約では「煮詰め」という言葉が使われています。 このような方法で作られた塩を「せんごう塩」と呼びます。世界的に見ても上質な食用塩のほとんどが「せんごう塩」です。
せんごう工程では、「かん水」を真空式蒸発装置で煮詰めて、塩の結晶を析出させます。 この真空式蒸発装置で製塩を行う方式は、塩田製塩、岩塩溶解製塩などで広く採用されている方式です。
真空式蒸発装置の原理はまず第1効用缶にはタービンから排蒸気を入れて沸騰させ、蒸発した蒸気を第2効用缶の熱源として使用し沸騰蒸発させます。このようにするために缶内を減圧し真空にします。
効用数が進むに従い真空度が高くなり、低温度で沸騰することとなります。そして釜の中の「かん水」を熱交換器のところで循環させ、効率よく結晶化させています。
当社は4重効用システムによって、塩を析出させるのに必要な蒸気量を節減し、エネルギーを効率的に利用して、塩を析出しています。(平成12年、エネルギー管理優良工場として通商産業大臣賞を受賞しました)
析出した塩は、遠心脱水によりしっとりとした湿り気のある製品(湿塩)になります。さらに熱風乾燥すると、さらさらとした製品(乾燥塩)になります。乾燥塩は湿塩と比べますと残留水分が少なくなるため純度が高くなります。
製造工程は密閉構造になっており、外部から埃や虫などが混入する可能性はありません。


包装工程
塩の包装は外部から遮断されたクリーンな建物の中で一つひとつ丁寧に包装されます。また金属検知器などで異物混入チェックを厳密に行っております。
包装材料には食品衛生法の基準を満たした包装材料を使用し、500kg以上はフレコン、5~25kgは紙袋、1kg以下の小口包装ではポリエチレン袋を多く使用しています。
また包装作業を行う部屋の床壁や天井などは最適な構造材を使用し、ゾーン管理を行い、日々の整理整頓などを徹底させ、最良の作業環境状態を保持しています。
包装作業者は、専用の服装を着用し、入室時は入口で手洗い、エアーシャワーや粘着ローラーを使用するなど徹底した清潔衛生管理を行っています。

品質管理工程
当社は1999年に国際品質規格ISO9002(2003年にISO9001移行登録)の認証を取得しております。
その確立された品質マネジメントシステムによって定められた手順に従い、サンプリングした試料を分析して、品質基準に適合していることを日々厳格にチェックしています。
また、検査試料やデータは定められた期間、厳重に保存され、トレーサビリティが可能となっています。
検査員は塩種別・製品別成分規格の規格値に照らして製品の適合性を検査判定しています。
また検査員に対して、検査に必要な知識・技能の教育・訓練を適時継続的に行い、検査員の養成・技能の維持向上に努めております。
倉入保管工程
包装された製品は自動積付けロボットによりパレット積みされて倉庫に運ばれます。製品倉庫の出入口の扉は製品に対する異物や汚れを防止するために自動シャッターで開閉されます。
また倉庫の天井は埃や鳥などによる害を防ぐために梁のない一面天井張り仕様となっております。 そして常に倉庫内の整理・整頓・清掃に努めながら、製品品質を最高の状態に保持しています。

出荷工程
ご注文を頂いた製品は出荷検査を経て速やかにトラックや船で出荷されます。 また常に構内情報ネットワークで出荷在庫状況を正確に把握し、オーダー変更にも対応しながら迅速かつ正確な出荷管理に努めています。
点検の行き届いた清潔なトラックでお客様や卸売会社様のもとへお届けしています。
北海道などの遠隔地へは、2000トン級の自社港(昭和47年竣工)より効率的に大量船輸送を行っています。
今日も、安全・安心な塩製品を全国各地のお客様のもとへお届けしています。

製塩プラント
社会貢献への取り組み
当社は、創業以来、190余年間続いた伝統を受け継ぎ、人々の生活と精神に深く関わる塩づくりに使命と誇りをもって取り組んでいます。
また、化成品を通じて環境へも貢献しております。